- Forest Products Laboratory in Madison, Wis., is a federally owned and operated, one of a kind treatment plant that allows users to explore new research in wood and treatment products.
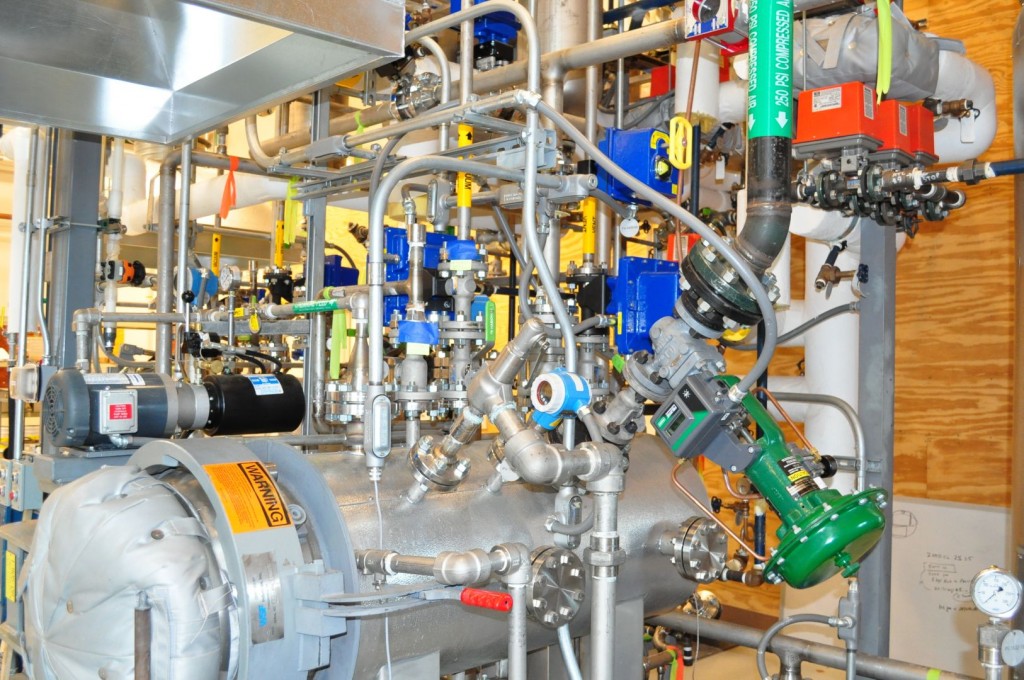
- Hooper’s piping crews upgraded and repaired a process system to allow for hazardous use substances, and treating specimens under differing levels of pressure and vacuum conditions at elevated temperatures.
- This upgrade allowed for process constraints such as minimizing piping layout and thus product and cost usage.
- Piping crews upgraded devices to Class 1 Division 1 and 2 ratings to allow for hazardous use chemicals during treatment. Crews installed a new vacuum system with multiple condensing tanks for elevated temperature vacuum operation.
- Hooper provided a detailed system controls review and modifications to allow for a better and safer operator interaction.
- Piping crews worked closely with the owner to define a more appropriate set of operating ranges to ensure safety in operation and simplify the batching. Crews conducted detailed operations and commissioning tests to provide basis of operation and design.
- Alongside mechanical updates and improvements, Hooper’s commissioning efforts dramatically improved controls and operations of the system.
Promega Feynman Center
 CapX Brookings County-Hampton
CapX Brookings County-Hampton
Scroll to top